Call us now :08045816307

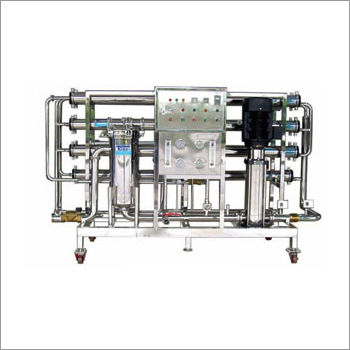
Mineral Water Treatment Plant
550000 INR/Piece
Product Details:
- Flow Rate As per plant capacity
- Technology RO, UV, Ozone, Filtration, Activated Carbon
- Ph Level 6.5 - 8.5
- Pump Type Multistage High Pressure Pump
- Feature High Efficiency, Low Maintenance, Rust Proof, Durable
- Water Out Conductivity 10 S/cm
- Water in conductivity 2000 S/cm
- Click to View more
X
Mineral Water Treatment Plant Price And Quantity
- 550000 INR/Piece
- 10000.00 - 100000.00 INR/Piece
- 1 Piece
Mineral Water Treatment Plant Product Specifications
- Drinking Water, Bottling Plants, Industrial and Commercial Use
- 3 - 10 kW (depends on capacity)
- 500 LPH to 20,000 LPH
- Skid Mounted / Containerized
- 2000 S/cm
- Electric
- Mineral Water Treatment Plant
- 65 dB
- Stainless Steel 304/316
- 50/60 Hz
- Up to 70%
- 230 Volt (v)
- 95% - 99%
- Electric
- As per plant capacity
- Pure Water
- Customizable as per requirement
- Up to 99%
- Multi Grade Sand Filter, Activated Carbon Filter
- Multistage High Pressure Pump
- 6.5 - 8.5
- Full Automatic
- 10 S/cm
- High Efficiency, Low Maintenance, Rust Proof, Durable
- RO, UV, Ozone, Filtration, Activated Carbon
- 5C to 45C
- UV & Ozone Disinfection
- Sand Filtration, Carbon Filtration, Softening
- Automatic & Semi-automatic
- Food Grade SS304
- 50% - 75% (Depending on feed water)
- Automatic CIP (Clean-In-Place)
- PLC Microprocessor Controlled
- Varies by capacity (from 350 kg and above)
- 0.3 - 0.5 MPa
- IS:14543:2016 Compliant
Mineral Water Treatment Plant Trade Information
- AHMEDABAD
- Cash Against Delivery (CAD), Cash Advance (CA), Cash in Advance (CID)
- 1 Piece Per Day
- 1 Days
- Within a certain price range free samples are available
- WOODEN BOX PACKAGING
- Asia, Australia, Central America, North America, South America, Eastern Europe, Western Europe, Middle East, Africa
- All India
- ISO
Product Description
We are successfully meeting the requirements of our clients by offering the best quality range of Mineral Water Treatment Plant. It is engineered with a stainless steel material to give an efficient water purification process. Mineral Water Treatment Plant is useful for food industries, chemical industries, drinking water sectors etc. It allowed to pass through the purification unit and afterward stored in a stainless tank. It is added to remove the settled colloidal and suspended materials in the water.
Advanced Multi-Stage Filtration and Disinfection
This water treatment plant utilizes a precise sequence of sand filtration, activated carbon filtration, water softening, and reverse osmosis. The addition of UV and ozone disinfection further ensures microbiological safety, delivering premium water quality that meets strict IS:14543:2016 standards. Each stage is carefully managed by a PLC microprocessor for optimal performance.
Versatility and Customization for Diverse Applications
Designed for scalability, this system supports capacities from 500 LPH to 20,000 LPH and accommodates various water sources. The modular, skid-mounted or containerized options make it suitable for bottling plants, commercial facilities, and industrial applications. Automatic CIP (Clean-In-Place) cleaning minimizes downtime and upholds consistent water quality.
FAQ's of Mineral Water Treatment Plant:
Q: How does the mineral water treatment plant ensure water purity?
A: The plant employs a combination of sand and activated carbon filtration, water softening, reverse osmosis, and advanced disinfection with UV and ozone. This process effectively removes sediments, organics, hardness, dissolved salts, and microbes, producing water with up to 99% purity and meeting IS:14543:2016 standards.Q: What is the typical process flow within the treatment plant?
A: Water enters through sand and carbon filtration, passes through softening units, and undergoes desalination via reverse osmosis. Disinfection systems using UV and ozone safeguard against microbial contaminants. The treated water is then collected in a food-grade SS304 tank ready for bottling or distribution.Q: When is it necessary to use a plant with automatic cleaning (CIP) features?
A: Automatic CIP is essential for operations requiring consistent water quality and minimal manual intervention. It enables regular, thorough cleaning of internal components, reducing downtime and extending the lifespan of the treatment system-ideal for high-capacity and continuous-use environments.Q: Where can this water treatment plant be installed?
A: The system is designed for flexibility, allowing installation in a range of settings-including industrial sites, commercial facilities, drinking water bottling plants, and even mobile/containerized units-across both urban and rural environments.Q: What are the benefits of a PLC microprocessor-controlled system?
A: PLC control automates operations, enabling precise management of each treatment stage. It optimizes performance parameters, ensures process reliability, allows user-friendly monitoring, and supports troubleshooting, resulting in superior water quality and operational efficiency.Q: How does the plant handle different capacities and usage requirements?
A: Capacities from 500 LPH to 20,000 LPH are available, configurable to specific outlet quality and application needs. The plant design is modular and customizable, making it suitable for both small-scale and large-scale water treatment requirements.Q: What types of filling machines are compatible with this plant?
A: The mineral water treatment plant is compatible with both automatic and semi-automatic filling machines, providing flexibility for various bottling and packaging operations.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Water Treatment Plants' category



Our Products
- RO Membrane
- Water Softener Plant
- Industrial Pump
- Water Treatment Chemicals
- Disc Filter
- Washing Machine
- Liquid Filling Machine
- Filter Cartridge
- Effluent Treatment Plants
- Multiport Valve
- Cartridge Filter
- FRP Vessels
- Ultrafiltration System
- Filtration Plant
- Cartridge Filter Housing
- Water Purifier
- Wound Filter
- Online Chiller
- Oxygen Ozonators
- Water Treatment Plants
- RO System and Plant
- Demineralisation Plant
- Membrane Housing


78,79,80 PANCHRATNA APEX, INDUSTRIAL PARK, VILLAGE-PALDI KANKAJ, DASKROI, Ahmedabad - 382405, Gujarat, India

Mr Chintan Jani
(Proprietor)
Mobile :08045816307
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese